Spoiwa organiczne na bazie żywic syntetycznych charakteryzują się dobrymi właściwościami technologicznymi, ale powodują dużą emisję szkodliwych substancji. Dlatego też współczesne badania naukowe dążą do stopniowego zastępowania spoiw otrzymywanych z surowców petrochemicznych biokompozytami polimerowymi, pochodzącymi ze źródeł odnawialnych. Jest to spójne z koncepcją zrównoważonego rozwoju, będącą jednym z priorytetów polityki Unii Europejskiej. Zagadnienie to obecne jest również aktualnie w odlewnictwie.
Restrykcyjne wymogi odnośnie do ochrony środowiska spowodowały, że poważną alternatywą dla mas ze spoiwami organicznymi stały się masy ze spoiwami nieorganicznymi. Jednym z takich spoiw jest uwodniony krzemian sodu - tani, łatwo dostępny i nietoksyczny. Jednakże niekorzystną cechą mas z uwodnionym krzemianem sodu jest ich: kruchość, zła wybijalność i mała zdolność do regeneracji mechanicznej [1, 5]. Dotychczasowe badania autorów skupiły się na opracowaniu metod poprawy wybijalności tych mas oraz jakości uzyskiwanego z nich regeneratu. W ostatnim czasie okazuje się jednak, że problemem technologicznym pojawiającym się coraz częściej jest zbyt mała zdolność do elastycznych odkształceń mas w temperaturze otoczenia. Problem jest szczególnie widoczny w odlewniach zautomatyzowanych [6-7] i dotyczy wszystkich mas formierskich i rdzeniowych.
W obliczu powyższego wydaje się słuszne zastosowanie do stosowanych obecnie spoiw (organicznych i nieorganicznych) plastyfikatorów, które zapewnią większą elastyczność masom formierskim i rdzeniowym.
Elastyczność mas formierskich i rdzeniowych. Problem kruchości mas formierskich i rdzeniowych pojawia się w wysoce zautomatyzowanych odlewniach [6-7]. Manipulatory oraz roboty montujące rdzenie we wnękach form przyczyniają się zwiększenia ilości pękniętych rdzeni w procesie produkcyjnym. W celu zmniejszenia występowanie tego zjawiska konieczne jest odpowiednie dobranie masy formierskiej/rdzeniowej pod kątem jej elastyczności.
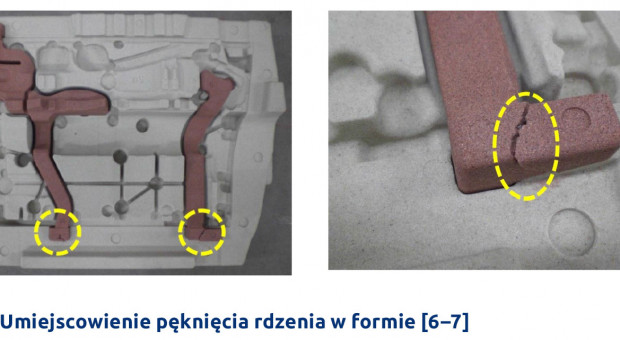
Zjawisko to zostało przebadane przez P. Gröning, S. Schreckenberg, K. Jenrich [6] pod kątem mas stosowanych w technologii cold-box. Analizie poddano rodzaj żywicy oraz czas przedmuchiwania próbek aminą. Na rysunku 1 przedstawiono miejsce pęknięcia oraz pęknięcie rdzenia założonego do formy przez manipulator [7].
Zagadnienie elastyczności mas formierskich pojawia się także w badaniach J. Zycha [8-9], gdzie parametr ten określany jest na podstawie analizy zmian prędkości fali ultradźwiękowej przechodzącej przez badaną masę formierską.
W badaniach materiałów polimerowych [10-11] elastyczność definiuje się jako właściwość pozwalającą na dokonanie odwracalnej zmiany kształtu pod działaniem sił zewnętrznych. Jest to odkształcenie sprężyste. W przypadku mas formierskich odkształcenia wynikające z deformacji zia
ren osnowy definiujemy jako odkształcenia sprężyste, a wynikające z deformacji spoiwa jako elastyczność. W materiałach pod wpływem działania sił zewnętrznych oprócz odkształceń sprężystych występują również odkształcenia plastyczne. Udziały poszczególnych odkształceń w badanym materiale są różne i mogą zależeć od różnych parametrów np. temperatury, siły czy prędkości odkształcania [10].
Poli(e-kaprolakton) - PCL jako modyfikator spoiw formierskich. Dane literaturowe [12-15] wykazują, że istnieje możliwość zastosowania materiałów biodegradowalnych jako dodatków do spoiw ropopochodnych w celu spowodowania biodegradacji materiałów pochodzących z przemysłu petrochemicznego.
Przykład stanowi tu polikaprolakton (PCL), który charakteryzuje się kompatybilnością z wieloma innymi polimerami [16].
Badania dotyczące biodegradowalności mieszanek PCL z innymi polimerami przedstawione zostały m.in. w pracy Iwamoto i Tokiwa [16].
Kolejną korzyścią płynącą z zastosowania dodatku biodegradowalnego w postaci polimeru PCL może być zwiększenie elastyczności badanych mas formierskich. Zastosowanie PCL jako plastyfikatora do tworzyw sztucznych nie jest zagadnieniem nowym. Polikaprolakton zastosowano jako plastyfikator w mieszankach z: poliestrami alifatycznymi, estrami celulozy, poliestrami aromatycznymi, poliwęglanami, polimerami zawierającymi styreny (np. polistyren), poliolefinami, kopolimerami blokowymi, żywicą typu Novolak [1, 17].
Badania własne
Celem prowadzonych badań jest wykazanie wpływu dodatku biodegradowalnego PCL na elastyczność wybranych mas formierskich i rdzeniowych.
Nowe wieloskładnikowe spoiwa, zawierające stosowane w przemyśle żywice oraz dodatki w postaci biodegradowalnych polimerów, mogą wykazać się mniejszą szkodliwością dla otoczenia, zarówno w procesach odlewniczych, jak i poregeneracyjnych. Masy z uwodnionym krzemianem sodu nie stracą proekologicznego charakteru, a ich kruchość czyli brak elastyczności w temperaturze otoczenia, może zostać zmniejszona. Prowadzone badania mają na celu opracowanie technologii nieodbiegających właściwościami technologicznymi od obecnie stosowanych mas.
Przeprowadzone w ramach niniejszej pracy badania własne obejmowały zastosowanie biodegradowalnego polikaprolaktonu jako składnika powszechnie stosowanego w praktyce odlewniczej spoiwa fenolowo-furfurylowego oraz jako dodatku do uwodnionego krzemianu sodu w technologii estrowej.
Do badań wytypowano masy ze spoiwem organicznym i spoiwem nieorganicznym, charakteryzujące się innymi mechanizmami destrukcji - masy ze spoiwem organicznym: destrukcja adhezyjna, masy ze spoiwem nieorganicznym: destrukcja kohezyjna. Mechanizmom destrukcji tych mas poświęcono inne prace autorów [18-19].
Do badań wytypowano następujące materiały:
-
- Piasek kwarcowy z kopalni piasku Szczakowa.
- Żywica fenolowo-furfurylowa. Do badań wykorzystano żywicę furfurylową firmy Hüttenes-Albertus występującą pod nazwą Kaltharz XA20. Jako utwardzacz zastosowano roztwór wodnego kwasu paratoluenosulfonowego firmy Hüttenes-Albertus o nazwie handlowej Aktivator 100T3.
Polikaprolakton (PCL) - materiał biodegradowalny oraz plastyfikator. Jako dodatek biodegradowalny i plastyfikator zastosowano sproszkowany polikaprolakton (PCL) firmy Polysciences, Inc. Jest to biodegradowalny polimer o hydroksylowej grupie końcowej.
W ramach niniejszej pracy przeprowadzono badania wpływu dodatku PCL na deformację cieplną (parametr hot distortion) i wytrzymałość na zginanie mas formierskich z żywicą furfurylową i uwodnionym krzemianem sodu oraz na ich "elastyczność" w temperaturze otoczenia.
Metodyka badawcza. Badania zostały zrealizowane na uniwersalnym urządzeniu pomiarowym LRu-DMA firmy MULTISERW-Morek (rys. 2). Badania zostały przeprowadzone w laboratorium Pracowni Tworzyw Formierskich Wydziału Odlewnictwa AGH. Zaprezentowany aparat pozwala na wykonywanie pomiarów w dwóch trybach:
-
- DMA - deformacji mas pod wpływem wysokiej temperatury,
- Ru - strzałki ugięcia z rejestracją przyłożonej siły [11].
Oprzyrządowanie pozwala także na wykonywanie pomiarów przebiegu siły nacisku wgłębnika w czasie przy jednoczesnej rejestracji jego przemieszczenia. Pozwala to na wyznaczenie wytrzymałości na zginanie Rgu oraz strzałki ugięcia. Zakres pomiarowy wynosi od 0 do 900 N, dodatkowo istnieje możliwość regulacji prędkości poruszania się wgłębnika w zakresie od 0 do 70 mm/min z krokiem co 1 mm. Wbudowana baza danych pozwala na ustalenie wymiaru kształtki dla poszczególnych rodzajów badań wytrzymałości od Rg1 do Rg9, istnieje także możliwość wprowadzenia dowolnego wymiaru badanej kształtki. W zestawie są dwa rodzaje podpór (rys. 2), które mogą zostać zamocowane w dwóch rozstawach - 10 oraz 15 cm.
Moduł do pomiaru elastyczności mas formierskich [1, 11]
Analiza wyników badań. W ramach niniejszej publikacji przeprowadzono badania wpływu dodatku biodegradowalnego w postaci PCL na wytrzymałość, elastyczność w temperaturze otoczenia i deformację cieplną mas formierskich ze spoiwami organicznym oraz nieorganicznym.
Badaniom poddano masy o składach przedstawionych w tabeli 1. Wyniki przeprowadzonych badań przedstawiono na rysunkach 3-6 [21-22].
Badania wytrzymałości na zginanie mas z żywicą furfurylową (rys. 3) wykazały, że wprowadzenie do spoiwa dodatkowo 5% PCL (F 100% + 5% PCL) powoduje wzrost wytrzymałości masy o ok. 17%. Zastąpienie części spoiwa nowym dodatkiem (F 95% + 5% PCL) powoduje nieznaczne obniżenie wytrzymałości masy w stosunku do masy wyjściowej (F 100%).
Badania "elastyczności" mas z żywicą furfurylową w temperaturze otoczenia (rys. 3) wykazały, że masy z zastosowaniem dodatku PCL do spoiwa charakteryzują się większą elastycznością w stosunku do analogicznych mas bez dodatku. Elastyczność masy bez dodatku wynosi około 0,25 mm przy sile około 150 N - masa F 100%, podczas gdy wprowadzenie do masy wyjściowej (F 100%) 5% PCL powoduje zwiększenie odkształcenia masy do 0,28 mm przy sile okoo 170 N. Zastąpienie części spoiwa dodatkiem PCL (F 95% + 5% PCL) zwiększa odkształcenie masy do około 0,32 mm występującym przy sile około 150 N (około 30% wzrost w stosunku do masy wyjściowej).
Badania wytrzymałości na zginanie mas z uwodnionym krzemianem sodu (rys. 4) wykazały, że wprowadzenie do spoiwa 5% dodatku PCL skutkuje obniżeniem wytrzymałości o około 20% (rys. 4). Niemniej jednak pozostaje ona na poziomie 1,4 MPa, co jest wystarczające z punktu widzenia praktyki odlewniczej. Przeprowadzone badania wykazały duży wpływ nowego dodatku na elastyczność w temperaturze otoczenia badanych mas. Odkształcenie masy bez dodatku wynosi ok. 0,22 mm przy sile około 82 N, podczas gdy wprowadzenie do masy wyjściowej 5% PCL powoduje zwiększenie odkształcenia masy do 0,31 mm już przy sile około 70 N.
Badania deformacji cieplnej mas z żywicą furfurylową (parametr hot distortion) wykazały, że dodatek biomateriału PCL wpływa na przebieg krzywej hot distortion mas z żywicą furfurylową. Deformacja cieplna mas w funkcji temperatury ma typowy przebieg z intensywnym odkształceniem próbki i jej gwałtownym załamaniem. Przedstawione wyniki badań wykazują jednak, że zastosowanie dodatku biodegradowalnego czterokrotnie zmniejsza skłonność badanych mas do deformacji cieplnej (z około 4 mm dla masy bez dodatku do około 1 mm dla mas z 5% PCL). Zmniejszenie ilości żywicy w nowym spoiwie do 95% i wprowadzenie 5% dodatku PCL spowodowało obniżenie temperatury zniszczenia kształtki do około 300oC (rys. 1). W przypadku tej masy nie obserwuje się jednak wpływu nowego dodatku na czas, po którym następuje zniszczenie kształtki (około 70 s) (rys. 5).
Badania deformacji cieplnej mas z uwodnionym krzemianem sodu (parametr hot distortion) wykazały, że dodatek biomateriału PCL wydłuża stabilność cieplną masy z uwodnionym krzemianem sodu. Masa wykazuje się brakiem deformacji cieplnej w zakresie temperatury od 0 do około 300oC dla masy bez dodatku i od 0 do około 400oC dla masy z 5% PCL. Po przekroczeniu ww. temperatury masy ulegają łagodnej deformacji aż do zniszczenia kształtek. Zastosowanie dodatku PCL wydłuża czas potrzebny do zniszczenia kształtki z około 50 s do około 250 s (rys. 6). Może to być korzystne z punktu widzenia czasu kontaktu masy formierskiej z podwyższoną temperaturą po zalaniu formy/rdzenia ciekłym stopem odlewniczym.
Wnioski
Na podstawie przeprowadzonej analizy danych literaturowych i przedstawionych wyników badań można wyciągnąć następujące wnioski:
W przypadku zastosowania biodegradowalnego dodatku PCL jako komponentu mas formierskich i rdzeniowych z żywicami furfurylowymi stwierdzono ok. 4-krotne zmniejszenie deformacji cieplnej badanych mas.
Zastąpienie części spoiwa 5% dodatkiem PCL nie wpływa na wytrzymałość mas z żywicą fenolowo-furfurylową,
Dodatek PCL zwiększa "elastyczność" mas ze spoiwem fenolowo-furfurylowym.
Dodatek biodegradowalny PCL zwiększa stabilność termiczną mas z uwodnionym krzemianem sodu
Dodatek PCL w ilości 5% obniża o ok. 20% wytrzymałość badanych mas z uwodnionym krzemianem sodu, ale jednocześnie zwiększa ich elastyczność w temperaturze otoczenia.
Podziękowania
Badania zrealizowane z pracy AGH, nr pracy 11.11.170.318
Literatura
1. MAJOR-GABRYŚ K. (2016). Odlewnicze masy formierskie i rdzeniowe przyjazne dla środowiska (Environmentally friendly foundry moulding and core sands). Gliwice: Wydawnictwo Archives of Foundry Engineering, Komisja Odlewnictwa PAN Katowice, ISBN 978-83-63605-13-1
2. GRABOWSKA B., SZUCKI M., SUCHY J.SZ. ET AL. (2013). Thermal degradation behavior of cellulose-based material for gating systems in iron casting production, Polimery 58(1), s. 39-44
3. GRABOWSKA B., MALINOWSKI P., SZUCKI M., BYCZYŃSKI Ł. (2016). Thermal analysis in foundry technology. Pt. 1, Study TG-DSC of the new class of polymer binders BioCo. Journal of Thermal Analysis and Calorimetry, 126(1), s. 245-250
4. HOLTZER M. (2001). Kraków: Gospodarka odpadami i produktami ubocznymi w odlewniach (Waste and by-products management in foundries), Uczelniane Wydawnictwa Naukowo-Dydaktyczne AGH
5. KMITA A., HUTERA B. (2012). Wpływ modyfikacji szkła wodnego na jego lepkość i zwilżalność osnowy kwarcowej (Influence of modification a water glass on its viscosity and wettability of the sand matrix), Archives of Foundry Engineering, Special Issue 12(1), s. 103-106
6. GRÖNING P., SCHRECKENBERG S., JENRICH K. (2015). Herstellung von hochkomplexen Zylinderkurbelgehäusen, Giesserei, 10(01), s. 42-47
7. GROENING P.: Właściwości oraz zastosowanie nowoczesnego systemu cold-box PUR, IV Konferencja "Materiały formierskie i rdzeniarskie - teoria i praktyka", Hüttenes-Albertus Polska, Iława, 28-30.08.2014
8. ZYCH J. (2013) Bench Life (Work Time) of Moulding and Core Sands with Chemical Binders - a New, Ultrasound Investigation Method. Archives of Foundry Engineering, 13(4), s. 117-122
9. ZYCH J. (2007) Behaviour of moulding sands with hydrophilic binders in dry air. Archives of Foundry Engineering, 7(4), s. 189-192
10. GRABARCZYK A., MAJOR-GABRYŚ K., DOBOSZ ST.M., JAKUBSKI J.: Elastyczność - nowe kryterium oceny jakości mas formierskich, IV Konferencja Doktorantów Wydziału Odlewnictwa, Kraków, 19-20.11.2015
11. GRABARCZYK A., MAJOR-GABRYŚ K., DOBOSZ ST. M., JAKUBSKI J., MOREK J. (2015) Elastyczność - nowe kryterium oceny jakości mas formierskich, Archives of Foundry Engineering, 15(4), s. 39-42
12. CHOI E.-J., PARK J.-K. (1996). Study on biodegradability of PCL/SAN blend using composting method, Polymer Degradation and Stability, 52, s. 321-326
13. SCOTT G. (2001). Environmentally degradable polyolefins: When, why and how, Expert Group Meeting on Environmentally Degradable Plastics, Present Status and Perspectives, Trieste: ICS-UNIDO, s. 37-48
14. SCOTT G. (2000). Green Polymers, Polymer Degradation and Stability, 68, s. 1-7
15. WILES D.M., SCOTT G. (2006). Polyolefins with Controlled Environmental Biodegradability, Polymer Degradation and Stability, 91, s. 1581-1592
16. IWAMOTO A., TOKIWA Y. (1994). Enzymatic degradation of plastics containing polycaprolactone, Polymer Degradation and Stability, 45(2), s. 205-213
17. EASTMOND G.C. (2000). Poly(Ɛ-caprolactone) Blends, Advances in Polymer Science, 149, s. 59-222
18. DOBOSZ ST. M. (2006). Woda w masach formierskich i rdzeniowych (Water in moulding and core sands). Kraków: Wydawnictwo Naukowe AKAPIT
19. GRABARCZYK A., DOBOSZ ST. M., KUSIŃSKI J., MAJOR-GABRYŚ K. (2018) The tendency of moulding sands to generate core cracks, Archives of Foundry Engineering, (zaakceptowane do druku)
20. JAKUBSKI J., DOBOSZ ST. M. (2007) The thermal deformation of core and moulding sands according to the hot distortion parameter investigations, Archives of Metallurgy and Materials 52, s. 421-427
21. MAJOR-GABRYŚ K., GRABARCZYK A., DOBOSZ ST. M. (2016). The compositions: biodegradable material - synthetic resins as moulding sands binders, Archives of Foundry Engineering, 16(4), s. 75-78.
22 MAJOR-GABRYŚ K., GRABARCZYK A., DOBOSZ ST. M. (2018) Modification of foundry binders by biodegradable material, Archives of Foundry Engineering, (zaakceptowane do druku)